想要更直观地感受(西宁)【当地】镀锌管 厚壁无缝管优选厂家产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
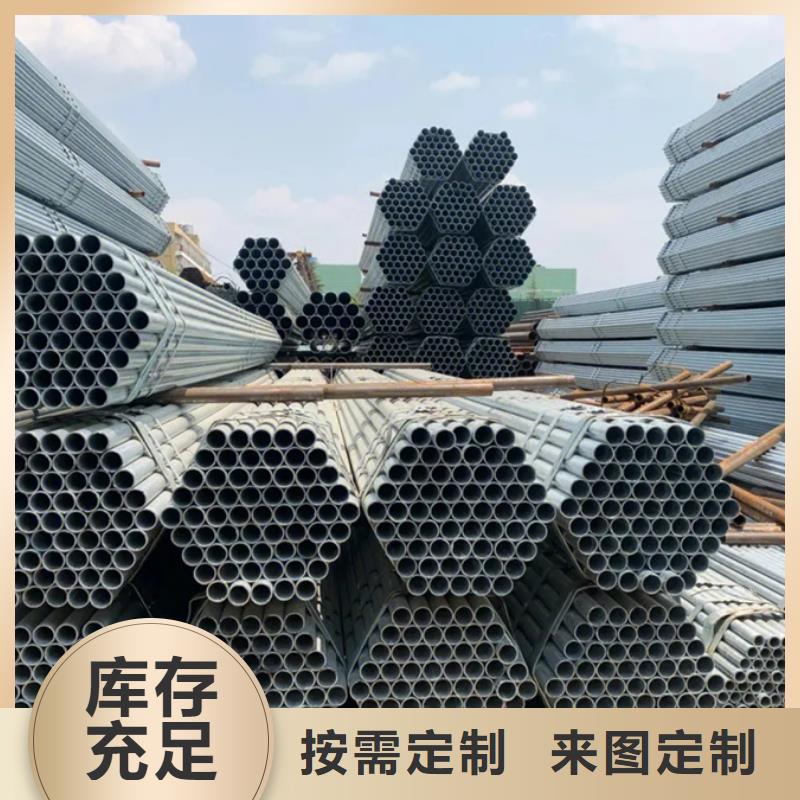
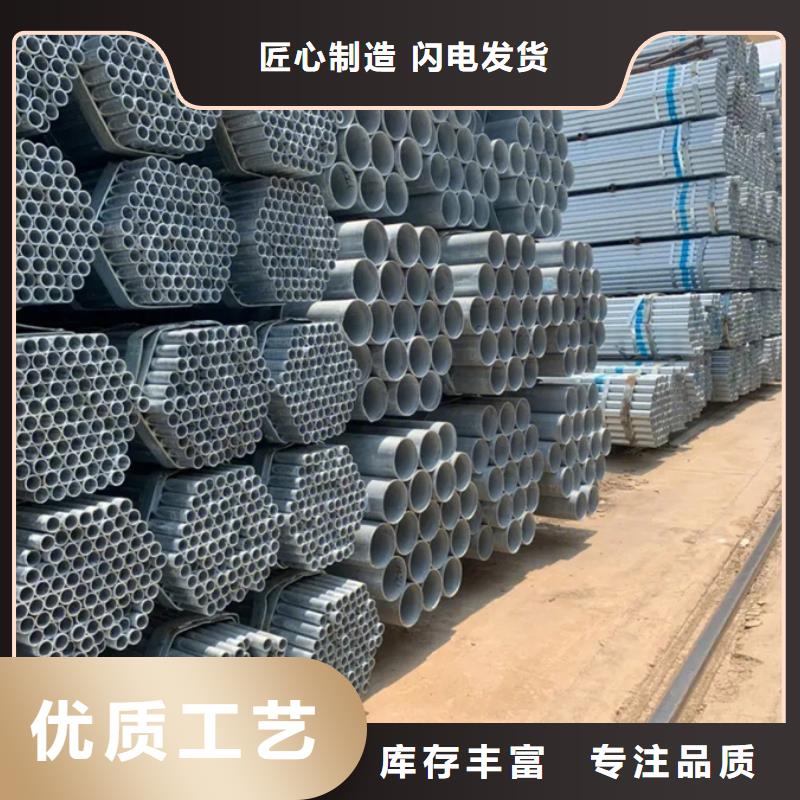
以下是:(西宁)【当地】镀锌管 厚壁无缝管优选厂家的图文介绍
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")
另一方面,西宁镀锌焊管生产过程的质量控制可以通过检测结果的信息反馈系统进行。 因此,开展无损检测是提高焊管质量和生产水平的重要技术措施。 为实现上述目标,各国都高度重视焊管生产新工艺、新技术的试验研究。 例如,美国近成功研究了一种新的方波焊接技术,可以生产直径为7-76毫米的焊管。 西宁镀锌管由于方波焊接不受电流峰值的影响,边缘受热均匀,焊接质量好。 用于生产薄壁和超薄壁焊管的滚压成型技术现已在许多 得到应用。 焊管已与冷拔、冷轧相结合,实现了连续生产,也取得了良好的效果。 美国还在406毫米直缝焊管机组中配备冷扩机,以提高成品管的强度,同时提高管段的形状和尺寸精度。
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")
西宁制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 西宁镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。
【当地】镀锌管 厚壁无缝管优选厂家")
华尔钢镀锌无缝管在各个规划建设领域也激发了很大的作用,主要用途也很普遍。 镀锌无缝管在建筑中经常被广泛使用,主要是因为镀锌无缝管能承受一定的工作压力,是一种优良的不锈钢板材。 可以计算出镀锌无缝管所接受的工作压力,详细的计算进度和方法如下: 因为镀锌无缝管的工作承受压力的能力问题还需要受到办公室温度的影响 环境、液体的内部结构、镀锌无缝管的生产过程都面临着一系列问题。 西宁Q345B镀锌管如果我们计算镀锌无缝管的直径,壁厚,以及镀锌无缝管原材料的抗压强度,我们可以根据计算有理数计算出镀锌无缝管的抗压工作能力,自然在这里 所涉及的信息均准确无误,根据实际活动计算,保证镀锌无缝管原材料的物理性能。 这样我们得到的信息是有保证的。 镀锌无缝管的工作能力和壁厚计算公式为:工作压力=(壁厚*2*镀锌无缝管原材料的抗压强度)/(直径*指标)。
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")
西宁镀锌方管应该是焊接应力过于集中的问题。西宁镀锌方管的材质淬火后很脆,焊接时局部高温,没有相应的保温措施,导致断裂。焊接:焊接,又称“熔接”或焊接、焊接,是将两种或多种材料加热、加压或一起使用,使两个工件之间产生原子结合的过程和连接方法。焊接在金属和非金属方面都有广泛的应用。二辊斜轧穿孔机广泛应用于一发镀锌钢坯穿孔。不仅普通的奥氏体镀锌钢板,而且难变形的双相不锈钢和镍基合金都可以在两辊斜轧穿孔机上生产。 如果使用双辊锥型辊穿孔机,西宁镀锌管可生产的钢种与毛细管的表层很短,如向内折叠和内部裂纹等内表层缺陷。另外,生产出来的毛壁厚度更薄,经过各种轧管机可以使壁厚变薄,从而减少冷拔道次,提高生产效率和成功率,显着提高经济效益。 热挤压工艺是国外热处理西宁镀锌方管的关键生产工艺。 与挤压成形和冷轧的生产方法相比,镀锌方管挤压成形法的特点是金属材料在整个变形过程中受到三维压缩应力。 对于抗变形能力高、热固性差的塑料的不锈钢管,可以获得良好的内外工艺性能和合金成分。 由于柱式液压机破孔技术的改进,挤压后的荒壁厚度精度可达到5%~7%。
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")
十多年的发展历程,历经坎坷,走向辉煌,脚踏实地”的奋斗与奉献,苏沪金属制品有限公司将励精图治,勇往直前,开拓创新,愿与 西宁09CuPCrNi-A钢板、业界同行携手共进,共创中国 西宁09CuPCrNi-A钢板、事业新的辉煌。
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")
考虑到经济效益,在设计方案规定的条件下,西宁镀锌管可以 限度地控制成本,有利于产品的市场销售;镀锌方管制成的零件值得信赖,硬度等级越高,安全系数越高。 镀锌方管不易腐蚀。 事实上,坦率地说,高精度不锈钢管的耐腐蚀性其实是非常好的,因此相应的性价比也很高。 这是因为表面有一层过渡膜,也可以降低其氧化的可能性。但是,因为我们对镀锌方管有太多的放纵,所以对镀锌方管的维护保养并不容易关心。 但对西宁镀锌方管的描述表明,过渡膜的耐腐蚀性较弱的部分会因为自激振荡反应而产生点腐蚀反应,小孔的加工制造会随着内容的增加而更加刺激。 附近的氯离子。 水溶液加速蚀刻速率。 再加上不锈钢板内部的应力腐蚀开裂,会破坏不锈钢板表面的过渡膜。 由于镀锌方管两侧液压缸的直径相同,活塞杆两侧的总有效面积相同。
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")
【当地】镀锌管 厚壁无缝管优选厂家")

 扫一扫
扫一扫